
发货:3天内
发送询价
钢结构平台通常由铺板、主次梁、柱、柱间支撑,以及梯子、栏杆等组成。钢结构平台 大的特点是全组装式结构,设计灵活,可根据不同的现场情况设计并制造符合场地要求、使用功能要求及满足客户需求。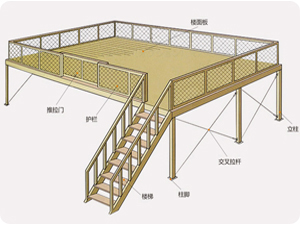
 钢结构连廊设计中:加层设计应该考虑哪些因素以及焊接施工质量控制措施
钢结构连廊设计中:加层设计应该考虑哪些因素以及焊接施工质量控制措施{一}、钢结构玻璃顶设计中:加层设计应该考虑哪些因素
随着社会经济的发展和建筑技术的进步,钢结构连廊设计在诸多Z域的应用越来越广泛。设计师需要根据建筑物的原始结构形式,选择适合的加层方式,以确保加层后整个建筑的结构安 全性。加层数目的多少直接关系到结构的承载能力和抗震性能,过多的加层可能会对原有结构造成过大的压力,影响其稳定性。设计师需要根据建筑物所处的地理环境,充分考虑地震烈度对加层设计的影响,采取抗震措施,确保加层后的建筑物具备足够的抗震能力。在加层过程中,设计师需要对这些结构进行详细的受力分析,确保加层后这些结构的承载能力能够满足规范要求。设计师需要选择合适的焊接方法和工艺参数,确保焊接质量;同时,对于螺栓连接部位,要合理布置螺栓,并保证连接的稳定性;对于涂装处理,要选用性能良好的涂料,并严格控制涂装质量,以钢结构玻璃顶的计算是确保加层安 全性的基础。此外,涂装质量对钢结构玻璃顶的安 全性也有重要影响。在实际设计过程中,设计师需要根据具体情况进行分析和综合考虑,确保加层设计既满足安 全性要求,又能够实现良好的经济效益和社会效益。同时,对于未来钢结构玻璃顶加层设计的发展方向,设计师们应注重科技创新和绿色环保理念的应用,推动钢结构玻璃顶加层设计向高水平发展。
{二}、钢结构阳光房焊接施工质量控制措施
在钢结构阳光房建筑工程施工中,钢结构阳光房焊接是施工环节,为保证钢结构阳光房焊接施工的质量及焊接过程的安 全性,需落实焊接施工措施。
1)在本项目焊接期间,需注重电渣焊施工技术的落实。第1,采取熔丝电渣焊工艺技术,配置2台为一组的电渣焊机,确保每根柱上的1块隔板进行同时、同规范对称焊接,使加热充分、冷却均匀,减少变形情沉的发生。在这期间,不可应用受潮的焊剂,避免焊丝生锈、粗细不均;若使用湿法熔炼焊剂,则需按照相关规定烘干。第2,实际焊接期间,需对渣池进行合理调整,合理添加焊剂,控制渣池的,避免电弧现象的发生,进而避免焊接不够稳固情祝的发生。通常,渣池需控制在20一30mm。第3,焊接期间,若出现焊接中断的情祝,需实施应对策略,如后热与保温、重新余热、检查及清理焊缝、焊接工艺参数调整、使用合格的焊接材料及设备等,确保后续焊接作业顺利进行。第4,焊接之后,需进行手工气割电渣焊引操作,以此确保电渣焊焊接的质量符合钢结构阁楼焊接施工质量要求。
2)在本项目箱型柱主焊缝焊接过程中,需严格规范焊接工艺技术操作。第1,在4条纵向主焊缝填充及盖面焊过程中,选择使用埋弧焊工艺。
焊接前将焊接区域中的污渍清理干净,焊接过程中对焊剂进行烘干处理。在此基础上,2条焊缝采取2台焊机协同进行焊接。第2,焊接作业以一端为起点,确保施焊工艺技术同时、同向、同规范,避免出现焊接中断情祝,焊接到另一端完成整个焊接作业。值得注意的是,焊缝在引弧板中引出的长度需控制在)80mm。第3,箱型柱主焊缝全熔透部分是1级焊缝,需确保外观检查合格,并经超声波检测检验合格,以此保证箱型柱主焊缝焊接整体质量。
3)对于本项目栓钉焊接,需严格按照焊接施工工艺要求进行之后,规范施工验收。第1,焊缝形状需要与施工要求相符,要求在360°范围内焊缝高超过1mm,焊缝宽超过0.5mm。第2,避免出现相关质量缺陷问题,如气孔、夹渣等。第3,焊缝咬肉需小于0.5mm。第4,焊钉焊后的高度偏差需控制在±2mm范围内。第5,焊钉垂直度需≤5°。
北京福鑫腾达彩钢钢构有限公司(http://www.bjfxtd.com)销售各种钢结构楼梯、建筑大型钢结构车间、厂房、库房、展厅、体育场馆、冷库、钢结构连廊为主,也可生产销售各种规格的移动岗亭、彩钢压型板、聚苯夹芯复合板、岩棉夹芯复合板、玻璃棉保温板、等板材;亦可做拱型屋顶、楼房、宿舍、吊装房、办公用房等,产品主要有C、Z型钢、组合楼板、建筑围档板及各种配套的零件、压型件等。热诚欢迎各界朋友前来参观、考察、洽谈业务!